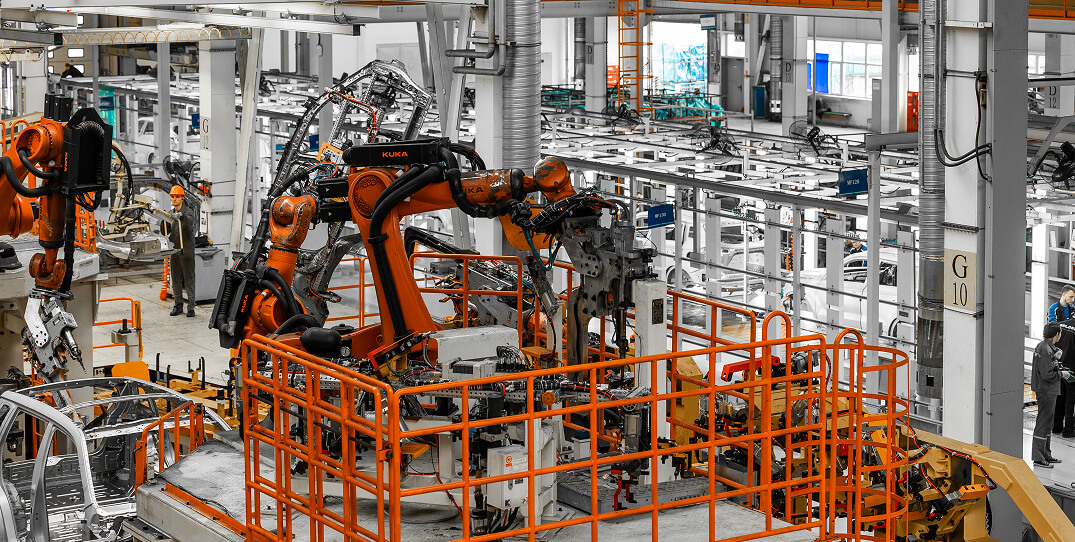
Artificial intelligence has ceased to be a technological abstraction and has become a real tool that is radically changing industrial manufacturing.
Today, neural networks not only automate routine tasks — they are becoming a key element for new discoveries and creating a safe environment at enterprises. AI implementation is no longer an experiment but a strategic necessity for companies that want to remain competitive in the global market.
Neural networks in industry: core technologies and trends
Industrial AI is based not on a single technology but on a set of interconnected solutions. The key ones are machine learning for forecasting, image analysis, and large language models (LLMs) for document processing and creating intelligent assistants.
Current trends show a shift from isolated pilots to the creation of entire digital ecosystems. Instead of fragmented structures, companies are building centralized platforms that combine sensor data (IIoT), production ERP systems, and analytics modules. This allows not just automating a single operation but managing the entire product lifecycle — from raw material procurement to finished product shipment.
!
The main development vector is the partnership between humans and AI algorithms. Artificial intelligence does not replace the engineer but becomes his main assistant: it analyzes terabytes of data, suggests optimal operating modes, and takes over monotonous monitoring, leaving strategic decisions and creative tasks to the human.
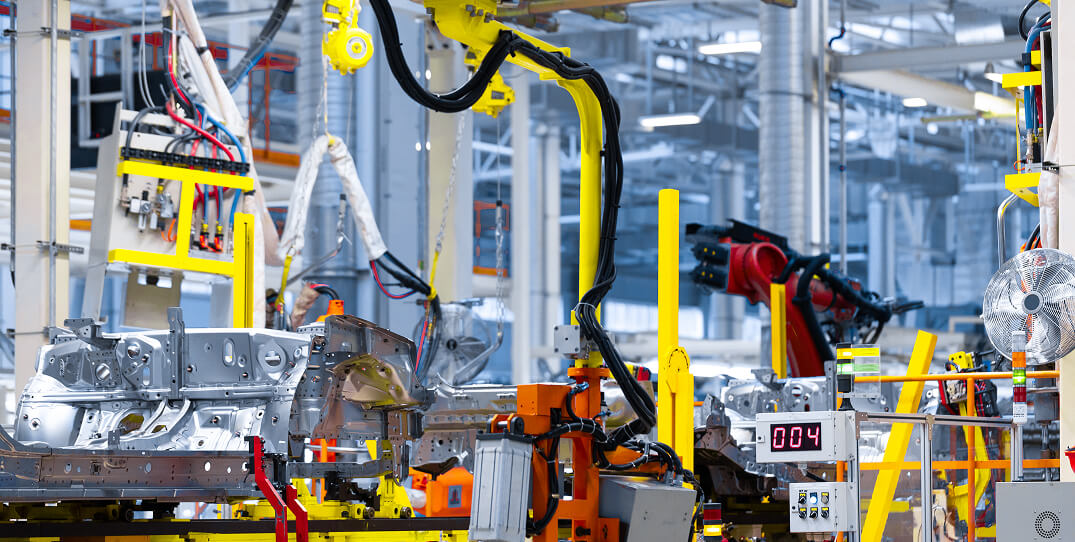
Applications of AI in industry
Artificial intelligence in industry is not about one unique task but thousands of repetitive operations that it performs faster, more accurately, and more cheaply than any worker doing manual labor. Its value is revealed in several key areas where it delivers measurable economic benefits.
Maintenance and resource management
One of the most popular and fastest‑paying AI applications. Instead of scheduled or reactive repairs, companies are shifting to intelligent equipment condition forecasting.
- How it works. Neural networks daily analyze data from vibration sensors, thermocouples, flow meters, and other sensors. Algorithms detect the slightest anomalies and patterns preceding a breakdown, warning of the need for maintenance days or weeks before a failure.
- Result. Reduction of unplanned downtime by 30‑50%, increased equipment service life, and optimized spare parts inventory. At the same time, AI manages energy and raw material consumption, finding non‑obvious savings points, leading to a 5‑15% cost reduction.
Quality control and defect reduction
The human eye gets tired and can miss a microscopic defect. AI‑based computer vision systems do not.
- How it works. Industrial cameras scan products on the conveyor belt. A neural network, trained on thousands of images of defective and high‑quality products, identifies defects in real time: cracks, chips, deviations in color or geometry.
- Result. Control accuracy reaches 99.8%. At a metallurgical plant, implementing such a system reduced the output of defective products to nearly zero, saving hundreds of millions of rubles annually. This is not only direct savings but also brand reputation protection.
Optimization of technological regimes
Production processes, especially in complex industries like metallurgy or chemicals, depend on hundreds of interrelated parameters. A human operator is physically unable to monitor them all simultaneously and find the ideal balance in operation.
- How it works. AI models, often in conjunction with digital assistants, analyze current sensor readings (temperature, pressure, speed) and historical data on results. The algorithm in real time selects and recommends optimal equipment settings to achieve target quality indicators with minimal resource consumption.
- Result. At a cement plant, such a system reduced the energy consumption of rotary kilns by 18%, and at a metallurgical enterprise, it optimized the consumption of zinc for steel coating by 1.5%, resulting in multi‑million dollar savings.
Intelligent planning and logistics
Chaos in production shops and supply chains is the main enemy of desired efficiency. AI brings predictability and speed to this process.
- How it works. Neural networks consider dozens of constraints: machine availability, team qualifications, raw material delivery schedules, logistics routes, and even weather forecasts. Based on this, the system generates an optimal production plan and transportation schedules that constantly adapt to changing conditions.
- Result. Reduction of equipment changeover time by 2 times, reduction of warehouse inventory by 20‑50%, and overall labor productivity increase of 5‑10% by eliminating bottlenecks.
Reducing risks in production with AI
Personnel safety and accident prevention are an absolute priority where artificial intelligence also demonstrates its revolutionary capabilities, always acting proactively.
- Real‑time video analytics. Computer vision systems monitor compliance with occupational safety standards around the clock. Algorithms automatically detect entry into dangerous zones, absence of hard hats or safety glasses, and instantly send alerts to responsible personnel. At loading docks, AI monitors people in the blind spots of heavy machinery.
- Sensor data. Neural networks process information from gas analyzers, pressure and temperature sensors, identifying patterns that lead to explosions, fires, or chemical releases. This makes it possible to predict the very possibility of an emergency.
- Environmental compliance monitoring. AI helps track enterprise emissions in real time, predict their levels under changing operating conditions, and automatically generate reports for regulatory bodies, minimizing the risks of fines and production shutdowns.
!
Result: formation of a sustainable safety culture, reduction of accidents and occupational injuries by 40‑60%, and protection of the business from reputational and financial losses.
How AI in manufacturing increases output and reduces costs
The economic effect of implementing artificial intelligence is not an abstract "efficiency increase" but concrete figures in profit and loss statements.
Increased output is achieved through:
- Reduced downtime. Timely maintenance and optimization free up up to 15‑30% of equipment time that previously stood idle waiting for repair or changeover.
- Accelerated cycles. Intelligent process control systems increase line speed without quality loss, reducing the production cycle by 10‑25%.
Operating cost reduction occurs across several items:
- Direct resource savings. Optimization of electricity, raw material, and material costs provides 5‑15% benefit.
- Reduced defect losses. Automatic quality control reduces rework and non‑conforming product disposal costs by 20‑50%.
- Labor efficiency. Automation of routine monitoring and planning frees up up to 30% of the working time of highly qualified specialists, allowing them to focus on solving complex problems.
!
Expert advice: the maximum return from AI is achieved when the listed features are not isolated from each other but add up. Companies that implement solutions comprehensively report an increase in production profitability of 5‑10 percentage points in the first year.
Examples of AI use in industry
The shift from prototypes to systemic implementation is the main trend in industrial AI. Leading companies are no longer testing technologies but are receiving measurable financial returns from them by integrating neural networks into key production chains.
Metallurgy
Metallurgical giants such as Severstal and NLMK have long turned their shops into proving grounds for AI implementation. Here, neural networks control extreme processes where the cost of error is measured in millions.
- Severstal developed a digital assistant for a continuous hot‑dip galvanizing line. The AI model analyzes data from thousands of sensors in real time: furnace temperature, steel strip speed, alloy composition. The algorithm automatically controls coating application, constantly adjusting parameters to minimize expensive zinc consumption and eliminate defects. Result. 1.5% reduction in zinc consumption and 3.4% increase in unit productivity. For an enterprise of this scale, this translates to tens of millions of rubles in annual savings on just one facility.
- NLMK under its "Smart Production" program focuses on video recording. One system analyzes streaming footage of molten iron to determine slag content. Previously, this operation was performed by a technologist "by eye", leading to subjective assessment and large losses. The neural network, trained on 6,500 labeled images, increased iron purification efficiency from 75% to 90%. Result. annual savings of 20 million rubles and an additional thousand tons of high‑quality steel.
Mechanical engineering
In mechanical engineering, where flexibility and planning accuracy are important, AI becomes the "brain center" of the shop.
A striking example is the Inkom plant, which produces wiring harnesses for the automotive industry. Hundreds of thousands of operations are performed monthly on dozens of lines. Management faced a problem: experienced technologists could not keep up with optimizing equipment changeover schedules under constantly changing orders.
- How it works. The system considers more than 50 parameters: orders, component availability, equipment status and load, team qualifications. The algorithm calculates thousands of scenarios in minutes and outputs an optimal production plan that would be physically impossible for a human to create.
- Result. Equipment changeover time was cut in half, freeing up eight working days in one month. This is equivalent to a 20% increase in production capacity without purchasing new machines.
Oil, gas, and chemical sectors
In this sector, where risks and the cost of errors are extremely high, AI acts as a guarantor of safety and operational efficiency, finding application both in extraction and processing.
Oil and gas extraction.
Artificial intelligence technologies are radically changing drilling approaches. A striking example is
Gazprom Neft's project at the Vostochny Messoyakha Arctic field, where the drilling process has been fully transferred to digital assistant control.
- How it works. Before work begins, AI creates a virtual model of the well based on geological survey data. During drilling, the "autopilot" receives real‑time telemetry from the drilling rig (rock resistance, pressure, torque) and continuously adjusts parameters, adapting to changing conditions.
- Result. The drilling speed of complex wells over 5 km long increased by 10%. In parallel, the company successfully tested unmanned KAMAZ trucks for cargo transportation, increasing safety by 50% and reducing logistics costs by 15%.
Processing and petrochemistry.
At oil refineries and chemical plants, AI solves the problems of optimizing complex technological chains and predicting product quality.
- How it works. Machine learning algorithms analyze data from thousands of sensors, tracking polymer synthesis parameters. This allows precise adaptation of formulations to changing raw material quality.
- Result. Increase in the yield of light oil products by 1‑2%, reduction of energy consumption of units by 5‑7%, and strict compliance with environmental standards by minimizing emissions.
Food and pharmaceutical industries
In areas where the highest quality and strict adherence to regulations are paramount, AI provides a level of control unattainable by humans.
Food industry.
Cherkizovo company at its robotic plant in Kashira implemented a comprehensive video‑based control system.
- How it works. Cameras installed above key sections of the line monitor all stages — from carcass cutting to packaging. The neural network detects the slightest deviations: product color, presence of foreign inclusions, packaging integrity. Simultaneously, another algorithm optimizes feed formulations, considering nutritional value and additive cost.
- Result. Minimization of defects and reduced dependence on manual labor.
Pharmaceuticals.
In pharmaceuticals, similar systems monitor sterility, correct packaging, and compliance of each batch with GMP standards, completely eliminating the human factor from critically important processes.
- How it works. Algorithms monitor sterility in clean zones by analyzing video for sanitary violations. On packaging lines, video inspection checks the integrity of ampoules, correct labeling, and dosing accuracy.
- Result. Complete elimination of the human factor from critically important processes, guarantee of 100% compliance of each batch of medicines with declared quality standards, and automated documentation management.
Risks, barriers, and limitations of AI in industry
Despite impressive results, the path to AI implementation is fraught with a number of systemic problems. Understanding them will allow you to approach AI implementation realistically and minimize potential risks.
- Unclear data. Neural networks require large volumes of structured and relevant information for training. At many enterprises, data is stored in isolated systems (Excel files and local databases), is not digitized, or contains errors. Solution. It is important to start not with purchasing a model but with an audit and building a data management system.
- Lack of competencies. Veteran technologists may distrust the idea of AI implementation, and in‑house IT specialists do not always have machine learning expertise. Solution. Implement phased training and create cross‑functional teams of technologists. It is important to show that AI is a tool to help the specialist, not replace them.
- High initial investment and unclear ROI. Costs include not only software licenses but also infrastructure upgrades (sensors, servers), integration, and support. Without a clear business case tied to specific KPIs, the project can easily go off course. Solution. Start with pilot projects that have a fast payback (e.g., maintaining just one machine) to prove value and obtain funding for other tasks.
- Integration difficulties with legacy infrastructure. Many plants operate on equipment and control systems that lack standard APIs for connecting to modern AI platforms. Solution. Use middleware and gateways for data collection, or modernize infrastructure in stages.
- Cybersecurity and privacy issues. Connecting production assets to networks creates new vectors for DoS attacks. Targeted attacks on AI models, where minimal changes to input data lead to catastrophic output errors, also pose a threat. Solution. Conduct regular security audits of models and data.
!
Note: technology is only a tool, useless without established processes and people support.
Where to start implementing AI in production processes
The path to smart manufacturing does not begin with large‑scale investments but with choosing the right starting point.
The main mistake is trying to cover all processes at once. A "simple to complex" strategy, where you gradually build knowledge and experience, is much more effective.
- First, conduct an internal audit and find the "pain point". Talk to technologists and shop managers: what routine takes up most of their time? Which unplanned downtime hurts plans the most? Where does the human factor lead to costly defects?
- The ideal candidate to start is a narrow, repetitive task, such as automating visual inspection on a specific conveyor section or predicting the wear of one critical machine.
- Once the problem is identified, the data work begins. Determine what inputs are needed to solve the problem and whether they are accessible in the required volume and format. Investment in data preparation is the foundation on which the entire future success of the project will be built.
- The next step is to launch a pilot project. Its goal is not to create a perfect system from the first try but to quickly test a hypothesis. Limit the pilot to one machine, one shift, or one line. A successful outcome is not a final product but a prototype that is 80% accurate in predicting the likelihood of a breakdown or automatically detecting major product defects.
!
A successful outcome is not a final product but a prototype that is 80% accurate in predicting the likelihood of a breakdown or automatically detecting major product defects. To better understand the methodology of introducing AI into processes, we recommend reading our article
"
AI Implementation in Business: Myths, Reality, and Practical Tips".
Conclusion
As the practice of industry leaders shows, neural networks bring not abstract improvements but concrete
financial results: 50% defect reduction, 25‑50% reduction in unplanned downtime, and resource savings amounting to hundreds of millions of rubles.
Companies that implement AI into their operations today are creating a technological foundation that will allow them not only to optimize current processes but also to make a qualitative leap in productivity and safety.
Artificial intelligence implementation is not about replacing people but about creating a fundamentally new production model where intelligent systems enhance human competencies by taking over routine and analytics. This is the path to a sustainable, predictable, and manageable enterprise ready for future challenges.
!
InsightAI's experience confirms: the most successful cases started with one specific scenario, a clearly defined goal, and a willingness to make sequential changes. The technology is already here — the next step is yours.